公司新聞
用盤形銑刀粗銑蝸輪蝸桿的計算
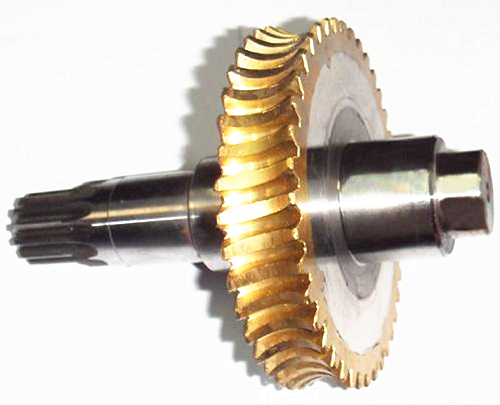
蝸輪蝸桿傳動具有速比大、自鎖性強和傳動平穩等特點。蝸輪的齒廓曲線由蝸桿來決定,蝸桿端面上的齒廓有阿基米德螺旋線和漸開線等形式。由于阿基米德螺旋線成形的蝸桿便于在車床f二加工,所以應用最廣泛。1.用盤形銑刀粗銑蝸輪的計算精密的蝸輪一般在滾齒機上加工,生產精度要求不高、螺旋角較小的小模數蝸輪可以在萬能銑床上用盤形銑刀或飛刀法銑削,常用于小批量蝸輪的加工或單件蝸輪的修配等。(1)選擇銑刀的要求在萬能銑床上銑蝸輪時,一般是先用盤形齒輪銑刀粗銑,再用蝸輪滾刀精銑來完成。選擇銑刀應符合以F三個要求:1)銑刀的模數應與蝸輪的法向模數相同,蝸輪法模數的算法與斜齒輪法向模數的算法相同。2)銑刀號數應根據蝸輪的當量齒數來選擇,其計算當量齒數的公式與銑斜齒圓柱齒輪時相同。3)銑刀直徑D川最好選取等于或大于蝸桿齒頂圓直徑加上0.4m(即D。≥以l+0.4m),千萬不能采用比蝸桿齒頂圓直徑么1小的銑刀。(2)齒坯的裝夾與校正齒坯的裝夾方法、校正內容和銑削標準直齒圓柱齒輪時相同,當齒坯的最大半徑超過分度頭中心高時,除了采用將分度頭和尾座同時墊高的辦法外,也可以在分度頭下面加一塊底座,并使分度頭在水平面內轉90。,再把分度頭主軸向上扳起所需要的角度即可,如圖4一18所示。這種方法適用于在普通臥式銑一。床上加工蝸輪。(3)工作臺轉角的計算因為蝸輪的齒與軸線傾斜一個螺旋角口,所以銑蝸輪時為使銑刀的旋轉平面和齒槽方向一致,必須將工作臺轉動一個角度口。工作臺轉角大小及旋轉方向
與加工圓柱斜齒輪時相同。此外,在粗銑蝸輪時,也可根據蝸桿的導程只(或頭數Z。、齒距P、)與分度圓直徑dl,計算出工作臺轉動角度口,如圖4-19所示,計算公式為tan∥2去2笨2百mtzl式中 Ⅲ廠蝸輪的端面模數(mm)。(4)操作方法蝸輪銑削是以徑向進給的方式進行的。銑削第一齒時,銑刀先由兩尖角處開始切削,到銑刀剛切著凹圓弧的中點(即圓弧最低點)時作為起點,并用粉筆在進給工作臺刻度盤上做一‘標記,作為以后工作臺每次升高時的終點,然后以手動進給逐漸切深到小于2.25m,留出精銑余量。銑出一個齒槽后,降下工作臺(退刀)分度,再用同樣方法依次粗銑完整個T件上的齒槽。刪作臺轉動角度采用盤形銑刀以徑向進給的方式加工蝸輪,其齒槽是一條斜槽,而不是螺旋槽。此外,銑刀的直徑也不一定能滿足要求,因此加工后的蝸輪,在嚙合時齒面接觸情況很差。
蝸輪蝸桿傳動具有速比大、自鎖性強和傳動平穩等特點。蝸輪的齒廓曲線由蝸桿來決定,蝸桿端面上的齒廓有阿基米德螺旋線和漸開線等形式。由于阿基米德螺旋線成形的蝸桿便于在車床f二加工,所以應用最廣泛。1.用盤形銑刀粗銑蝸輪的計算精密的蝸輪一般在滾齒機上加工,生產精度要求不高、螺旋角較小的小模數蝸輪可以在萬能銑床上用盤形銑刀或飛刀法銑削,常用于小批量蝸輪的加工或單件蝸輪的修配等。(1)選擇銑刀的要求在萬能銑床上銑蝸輪時,一般是先用盤形齒輪銑刀粗銑,再用蝸輪滾刀精銑來完成。選擇銑刀應符合以F三個要求:1)銑刀的模數應與蝸輪的法向模數相同,蝸輪法模數的算法與斜齒輪法向模數的算法相同。2)銑刀號數應根據蝸輪的當量齒數來選擇,其計算當量齒數的公式與銑斜齒圓柱齒輪時相同。3)銑刀直徑D川最好選取等于或大于蝸桿齒頂圓直徑加上0.4m(即D。≥以l+0.4m),千萬不能采用比蝸桿齒頂圓直徑么1小的銑刀。(2)齒坯的裝夾與校正齒坯的裝夾方法、校正內容和銑削標準直齒圓柱齒輪時相同,當齒坯的最大半徑超過分度頭中心高時,除了采用將分度頭和尾座同時墊高的辦法外,也可以在分度頭下面加一塊底座,并使分度頭在水平面內轉90。,再把分度頭主軸向上扳起所需要的角度即可,如圖4一18所示。這種方法適用于在普通臥式銑一。床上加工蝸輪。(3)工作臺轉角的計算因為蝸輪的齒與軸線傾斜一個螺旋角口,所以銑蝸輪時為使銑刀的旋轉平面和齒槽方向一致,必須將工作臺轉動一個角度口。工作臺轉角大小及旋轉方向
與加工圓柱斜齒輪時相同。此外,在粗銑蝸輪時,也可根據蝸桿的導程只(或頭數Z。、齒距P、)與分度圓直徑dl,計算出工作臺轉動角度口,如圖4-19所示,計算公式為tan∥2去2笨2百mtzl式中 Ⅲ廠蝸輪的端面模數(mm)。(4)操作方法蝸輪銑削是以徑向進給的方式進行的。銑削第一齒時,銑刀先由兩尖角處開始切削,到銑刀剛切著凹圓弧的中點(即圓弧最低點)時作為起點,并用粉筆在進給工作臺刻度盤上做一‘標記,作為以后工作臺每次升高時的終點,然后以手動進給逐漸切深到小于2.25m,留出精銑余量。銑出一個齒槽后,降下工作臺(退刀)分度,再用同樣方法依次粗銑完整個T件上的齒槽。刪作臺轉動角度采用盤形銑刀以徑向進給的方式加工蝸輪,其齒槽是一條斜槽,而不是螺旋槽。此外,銑刀的直徑也不一定能滿足要求,因此加工后的蝸輪,在嚙合時齒面接觸情況很差。
下一篇:
汽車蝸輪蝸桿專業生產加工廠家 上一篇:
蝸輪蝸桿減速機作用