公司新聞
加工精密蝸桿、蝸輪注塑模具型腔的常規工藝介紹
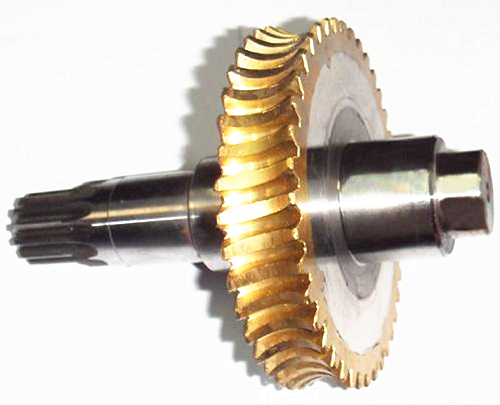
用工程塑料注塑成型的齒輪、蝸輪,目前已經有了相當廣泛的使用,相應的模具也有很大的需求。由于工程塑料在注塑成型過程中,會發生縮短,因而,用規范的模數刀具來加工齒輪和蝸輪的注塑模具的型腔是難以實現的,尤其是當模具的型腔要求有較高的硬度時。
假設是直齒輪,就比較簡單處理,現在有許多精度很高的線切割機,還有能夠準確畫出齒形的各種軟件。能夠垂手可得地處理直齒輪的造型。
關于精度不高的斜齒輪,以往有電鑄工藝和鈹銅鑄造工藝,這樣得到的造型零件的硬度是不太抱負的,并且齒形的精準度也是不抱負的。由于無論是“電鑄”仍是“鈹銅鑄”,都需要先做一個“公”,也就是和終究要取得的斜齒輪類似的零件,由于工程塑料縮短的聯系,它與終究所要求的產品在幾許尺度上有不同,這個不同的大小與所用的塑料有關,假設所用的塑料是POM,一個直徑50mm的齒輪的直徑方向的不同就在1mm以上。關于精度不高的齒輪,這個差錯是用“變位系數”來調整補償的。可是在齒形方面的差錯就很難補償,齒形的許多參數都是與模數有關的。譬如是1模數的齒輪,規范的齒高是2.25m。放了縮短率后的模數就是1.025模數,齒高的差錯為0.056mm。為了撤銷這個差錯,咱們不可能化很大的價值定做模數是1.025的“滾齒刀”來加工這個“公”。單件加工“滾齒刀”的本錢肯定是很高的。這樣,就發生了一個加工凹的斜齒輪或者蝸輪的模腔的“盲區”。
現在已經有能夠螺旋進給的高精度電火花齒輪加工機床,可是,這個“公”(電極)怎么做?除非是做m1.025的滾齒刀,在滾齒機上“滾”出來。可是這種可能性比較小,由于磨削這個滾齒刀的“漸開線”有較大的難度,并且它的模數不是整數。
用工程塑料注塑成型的齒輪、蝸輪,目前已經有了相當廣泛的使用,相應的模具也有很大的需求。由于工程塑料在注塑成型過程中,會發生縮短,因而,用規范的模數刀具來加工齒輪和蝸輪的注塑模具的型腔是難以實現的,尤其是當模具的型腔要求有較高的硬度時。
假設是直齒輪,就比較簡單處理,現在有許多精度很高的線切割機,還有能夠準確畫出齒形的各種軟件。能夠垂手可得地處理直齒輪的造型。
關于精度不高的斜齒輪,以往有電鑄工藝和鈹銅鑄造工藝,這樣得到的造型零件的硬度是不太抱負的,并且齒形的精準度也是不抱負的。由于無論是“電鑄”仍是“鈹銅鑄”,都需要先做一個“公”,也就是和終究要取得的斜齒輪類似的零件,由于工程塑料縮短的聯系,它與終究所要求的產品在幾許尺度上有不同,這個不同的大小與所用的塑料有關,假設所用的塑料是POM,一個直徑50mm的齒輪的直徑方向的不同就在1mm以上。關于精度不高的齒輪,這個差錯是用“變位系數”來調整補償的。可是在齒形方面的差錯就很難補償,齒形的許多參數都是與模數有關的。譬如是1模數的齒輪,規范的齒高是2.25m。放了縮短率后的模數就是1.025模數,齒高的差錯為0.056mm。為了撤銷這個差錯,咱們不可能化很大的價值定做模數是1.025的“滾齒刀”來加工這個“公”。單件加工“滾齒刀”的本錢肯定是很高的。這樣,就發生了一個加工凹的斜齒輪或者蝸輪的模腔的“盲區”。
現在已經有能夠螺旋進給的高精度電火花齒輪加工機床,可是,這個“公”(電極)怎么做?除非是做m1.025的滾齒刀,在滾齒機上“滾”出來。可是這種可能性比較小,由于磨削這個滾齒刀的“漸開線”有較大的難度,并且它的模數不是整數。
下一篇:
蝸輪與蝸桿傳動組合的效應 上一篇:
汽車蝸輪蝸桿專業生產加工廠家